 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯M11柴油發動機缸蓋的維修供應商,康明斯M11柴油發動機缸蓋的維修技術價格規格咨詢服務,康明斯M11柴油發動機缸蓋的維修零配件供應,康明斯M11柴油發動機缸蓋的維修售后服務中心,康明斯M11柴油發動機缸蓋的維修,康明斯M11柴油發動機缸蓋的維修詳細的技術參數,


康明斯M11柴油發動機缸蓋的維修
詳細描述
![]()
康明斯M11柴油發動機缸蓋的維修
康明斯M11柴油發動機凸輪軸隨動件/挺桿的維修工具
工具號:3824519
凸輪隨動件總成拆卸和安裝工具:用于拆卸和安裝凸輪隨動件總成。

康明斯M11柴油發動機缸蓋部分
康明斯M11柴油發動機缸蓋準備步驟
|
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發動機艙通風良好。為避免產生電弧,應最先拆下并最后連接蓄電池負極(-)電纜。 |
|
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。 |
|
不要從熱發動機上打開散熱器壓力蓋。等冷卻液溫度降至 50 ° C [120 ° F] 以下后才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。 |
斷開蓄電池或空氣起動馬達的供氣,以免發動機意外起動。排放冷卻系統。參考步驟 008-018。拆卸來自進氣歧管和渦輪增壓器的空氣管。拆下搖臂室蓋。參考步驟 003-011。拆下發動機制動器(如果配備)。參考步驟 020-001。將連接內部發動機導線線束與噴油器的 Deutsch 2針接頭分開。參考步驟 019-063。從發動機上拆下內部發動機導線線束。參考步驟 019-063。拆下推管和推桿。參考步驟004-014。拆下搖臂總成。參考步驟 003-009。拆卸跨接壓板。組裝發動機時必須將每塊跨接壓板安裝在先前拆卸的位置。拆卸時標記每個跨接壓板所在缸號和位置。拆下噴油器。參考步驟 006-026。拆下搖臂室殼體。參考步驟 003-013。拆下渦輪增壓器。參考步驟 010-033。拆卸排氣歧管。參考步驟 011-007。從缸蓋上斷開燃油管和空氣壓縮機管。拆下風扇和風扇輪轂。參考步驟 008-036。拆下所有需要拆卸的支架和卡箍。
康明斯M11柴油發動機缸蓋帶STC
|
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發動機艙通風良好。為避免產生電弧,應最先拆下并最后連接蓄電池負極(-)電纜。 |
|
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。 |
|
不要從熱發動機上打開散熱器壓力蓋。等冷卻液溫度降至 50 ° C [120 ° F] 以下后才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。 |
斷開蓄電池或空氣起動馬達的供氣,以免發動機意外起動。排放冷卻系統。參考步驟 008-018。拆卸來自進氣歧管和渦輪增壓器的空氣管。拆下搖臂室蓋。參考步驟 003-011。拆下發動機制動器(如果配備)。參考步驟020-001。拆下推管和推桿。參考步驟004-014。拆下搖臂總成。參考步驟 003-009。拆卸跨接壓板。組裝發動機時必須將每塊跨接壓板安裝在先前拆卸的位置。拆卸時標記每個跨接壓板所在缸號和位置。拆下噴油器。參考步驟 006-026。拆下搖臂室殼體。參考步驟 003-013。拆下渦輪增壓器。參考步驟 010-033。拆卸排氣歧管。參考步驟 011-007。從缸蓋上斷開燃油管和空氣壓縮機管。拆下風扇和風扇輪轂。參考步驟 008-036。拆下所有需要拆卸的支架和卡箍。將連接 STC 控制閥與搖臂室殼體側面的 STC 機油歧管接頭的機油供應管拆下。參考步驟 006-037。從搖臂室殼體內側拆下三個 STC 機油歧管安裝螺栓。從搖臂室殼體上拆下彎頭。拆下 STC 機油歧管。

康明斯M11柴油發動機缸蓋拆卸
|
該總成重達23 kg [50 lb] 以上。為避免造成人身傷害,請使用提升設備或在他人的幫助下提升該總成。 |
拆卸發動機燃油泵側七顆 12 角缸蓋螺栓。按圖示順序拆卸其余的 32 顆缸蓋螺栓。進氣端口內有三個螺栓。

用兩只搖臂支架安裝螺栓和兩只長的搖臂室蓋安裝螺栓安裝零件號為 3822479 缸蓋吊耳。擰緊螺栓。扭矩值: 47 n.m [35 ft-lb]
|
該部件的重量達到或超過 23 kg [50 lb]。提升該部件時,為了避免人身傷害,應當使用提升設備或求助于他人。 |
|
將缸蓋放在木塊上,以防損壞燃燒面。 |
使用提升設備或液壓臂拆卸缸蓋。拆卸缸蓋密封墊。

康明斯M11柴油發動機缸蓋泄漏測試
|
該總成重達23 kg [50 lb] 以上。為避免造成人身傷害,請使用提升設備或在他人的幫助下提升該總成。 |
氣門座:檢查氣門有無泄漏或燒損跡象。如果發現泄漏或燒損跡象,必須重新加工氣門和氣門座表面。參考《M11 系列發動機大修手冊》(公告號 3666075)。
測試缸蓋是否損壞。將缸蓋放下,使排氣口朝上。向一個排氣端口灌入燃油,直到注滿為止。放下燃油罐并開始計時。

如果在 30 秒內有一滴燃油滴出或沿缸蓋表面往下流,則表明排氣門和氣門座的表面必須重新加工。參考《M11 系列發動機大修手冊》(公告號 3666075)。如果 30 秒內沒有燃油沿著缸蓋表面往下流,則排氣門可接受。所有 6 個汽缸重復此過程。

朝一個進氣端口灌入燃油,直到注滿為止。放下燃油罐并開始計時。
注: M 系列缸蓋上的每個進氣端口都向 4 個進氣門(兩個汽缸)供應燃油。
如果 30 秒內有一滴燃油滴出或沿缸蓋表面往下流,則表明進氣門和氣門座的表面必須重新加工。參考《M11 系列發動機大修手冊》(公告號 3666075)。如果 30 秒內沒有燃油沿著缸蓋表面往下流,則進氣門可接受。所有 6 個汽缸重復此過程。
注: 只要有進氣門或排氣門未通過測試,所有氣門和氣門座表面都必須重新加工。

康明斯M11柴油發動機缸蓋真空測試
使用真空測試儀(零件號 ST-1257)檢查氣門與氣門座之間的密封性。對于舊缸蓋不推薦使用氣門真空度測試儀。參考本步驟的“泄漏測試”部分了解建議的步驟以檢查舊缸蓋。真空測試儀可以用來測試所有型號的康明斯發動機。M11 發動機缸蓋上安裝了密封圈(零件號 ST-1257-35)以及真空杯(零件號 3376100)。

將密封圈和真空杯安裝到真空管軟管上。

進行真空測試時,氣門和氣門座必須保持清潔和干燥。使用真空杯和密封件蓋住氣門。密封件必須與缸蓋氣門周圍的區域緊密接觸。

將扳鈕開關 (1) 扳至 ON 位置。將真空控制閥 (2) 轉到 OPEN(開啟)位置。如果真空表指針順時針旋轉,則真空控制閥處于打開位置。

運行真空泵,直至真空表指示達到規定的真空度。
|
氣門與氣門座的真空度 | ||
|
mm-hg |
in-hg | |
|
508 |
最小 |
20 |
|
685 |
最大 |
25 |
將扳鈕開關轉到斷開(OFF)位置。

當真空表指針指示457 mm-Hg [18 in-Hg] 時,使用秒表開始計時。當指針指示203 mm-Hg [8 in-Hg] 時,停止計時。兩次讀數期間讓指針移動時間必須在 10 秒或以上。

如果所用時間不足 10 秒,進行下列檢查:重復測試以確保設備運轉正常。使用木錘輕敲氣門桿確保氣門座合到位。重復該測試。在氣門座鑲圈和氣門頭部外徑處涂敷一薄層潤滑脂。重復該測試。潤滑脂的圖案將顯示出泄漏點。潤滑脂密封圖案上的中斷點表示氣門與氣門座或氣門座鑲圈與缸蓋之間存在泄漏。

康明斯M11柴油發動機缸蓋清潔
|
清潔前如果機油通道未塞住或蓋住,可能會導致曲軸故障。 |
在凸輪軸隨動件和活塞上方蓋上清潔的不起毛的布,以防污垢落入發動機。堵住或蓋住缸體頂面的冷卻液通道和機油通道。
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
使用密封墊刮刀清潔缸體頂面。使用 Scotch-Brite™ 7448 手研磨墊(零件號為 3823258)或等同物和溶劑清除缸體頂面殘留的密封墊材料。確保缸蓋螺栓孔清潔并且無碎屑、機油或冷卻液。

|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和污垢會造成人身傷害。 |
|
使用蒸汽清洗器時,穿上防護服,戴上護目鏡或防護面罩。熱蒸汽可能會造成嚴重的人身傷害。 |
使用蒸汽清洗缸蓋,并用壓縮空氣吹干。使用壓縮空氣將所有螺栓孔吹干。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。 |
|
清潔前如果機油通道未塞住或蓋住,可能會導致曲軸故障。 |
使用 Scotch-Brite™ 7448 手研磨墊(零件號為 3823258)或等同物和溶劑清潔缸蓋的燃燒表面。清潔排氣歧管密封墊表面。

清潔搖臂室殼體密封墊表面。

康明斯M11柴油發動機缸蓋解體
拆卸之前,測量并記錄氣門下沉量及氣門端部高出缸蓋頂面的高度。參見此步驟中的“清潔并檢查能否繼續使用”。

如圖所示,將缸蓋安裝在缸蓋夾具(零件號為 ST-583)中。

在氣門和缸蓋夾具之間放置一個木塊以支持氣門。使用氣門彈簧壓縮器(零件號 ST-448)、壓縮器螺紋適配器(零件號 3376850)和壓縮器適配器(零件號 3376851)壓縮氣門彈簧。

使用磁棒拆卸氣門鎖片。廢棄氣門鎖片。緩慢釋放氣門彈簧上的壓力。

拆卸氣門彈簧座。拆卸氣門彈簧。拆下氣門彈簧耐磨板。
拆下該氣門。使用電子標記筆(或鏨刀)標記拆卸時氣門所在位置。進氣門和排氣門由不同的材料制造而成,因此不可互換。重復此步驟以拆下其余的氣門鎖片、座圈、彈簧、耐磨板和氣門。
從氣門導管上拆下氣門密封件。拆卸氣門導管之前,測量并記錄氣門導管內徑(I.D.)和高度。參考此步驟中的“清潔并檢查能否繼續使用”步驟 。
使用氣門導管裝卸器(零件號 3376398)拆下舊氣門導管。
拆卸氣門座鑲圈之前,參考“泄漏測試”步驟及本步驟中的“檢查能否繼續使用”。氣門的狀況、氣門下沉量以及氣門與氣門座鑲圈的密封情況都有助于決定是否需要更換氣門座鑲圈。使用滑錘總成(零件號 3376616)和氣門座拆卸器(零件號 3376146)從缸蓋上拆下進氣門座鑲圈。

檢查鑲圈孔有無裂紋或損壞。如果發現裂紋或損壞,可能通過加工鑲圈孔與大尺寸氣門座鑲圈配合以維修缸蓋。參考補救維修手冊,公告號為 3810310。

拆卸噴油器套筒之前執行冷卻液通道和燃油通道壓力測試。使用噴油器套筒拉拔器(零件號 3377079)從缸蓋上拆卸噴油器套筒。按照隨工具提供的說明,拆下套筒。從缸蓋上的噴油器孔上拆下噴油器套筒 O 形圈。廢棄 O 形圈。

康明斯M11柴油發動機缸蓋清潔并檢查能否繼續使用
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
使用鋼絲刷和溶劑清潔氣門座鑲圈孔的沉淀物。使用溶劑清洗缸蓋。用壓縮空氣吹干。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
使用溶劑清潔噴油器孔。用壓縮空氣吹干。檢查噴油器孔底部的噴油器座表面。如果缸蓋內的噴丸不平滑,必須維修噴油器孔。參考《補救維修手冊》(公告號 3810310)。
|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
當使用壓縮空氣清潔螺栓孔時,總是戴上安全眼鏡或防護面罩以保護眼睛。會導致人身傷害。 |
用軟刷和溶劑清潔缸蓋中的氣門導管孔。用壓縮空氣吹干。

目測檢查燃油油道和水管是否堵塞或有異物。清除任何堵塞物。

檢查氣門和氣門彈簧是否有裂紋、彎曲,氣門桿和氣門彈簧鎖片是否斷裂,或者有其它損傷。檢查氣門有無泄漏或燒損跡象。
如果發現零件有裂紋或損壞,或發現泄漏及燒損跡象,必須重裝缸蓋。參考《M11 系列發動機大修手冊》(公告號 3666075)。

檢查缸蓋和氣門是否有裂紋或損壞。如果懷疑缸蓋有裂紋,對缸蓋進行壓力測試。參見此步驟中的“壓力測試”步驟。

按照下列步驟測量缸蓋燃燒表面的平面度:
AA 和 BB(對角)
CC (跨越燃燒表面)
DD(跨整個缸蓋表面)
注: 必須從缸蓋前部至后部測量尺寸 CC 和 DD。
|
缸蓋平面度 | ||||
|
mm |
in | |||
|
AA 和 BB |
|
0.200 |
最大 |
0.008 |
|
CC |
|
0.076 |
最大 |
0.003 |
|
DD |
|
0.127 |
最大 |
0.005 |
如果缸蓋出現穴蝕、凹槽或磨損超過最大規定值,必須加工或切削缸蓋表面。參考補救維修手冊,公告號為 3810310。

|
不得使用堿性或酸性溶液清洗缸蓋螺栓。否則會損壞螺栓。 |
使用石油基溶劑清洗缸蓋螺栓。使用鋼絲刷、軟鋼絲輪刷或非研磨噴丸徹底清除螺桿和螺紋上的沉積物。

使用扭矩加角度法安裝凸緣頭螺栓時會超過其屈服點,會使螺栓形成永久拉伸。如果螺栓不超出規定的自由長度,就可以在發動機的使用期限內繼續使用。必須檢查自由長度,以免安裝時頂到缸體底部。缸蓋螺栓長度尺(零件號 3823546)已經開發出來,用于檢查螺栓的自由長度。
注: 新螺栓涂有灰色的涂層,螺栓頭上沒有 90° 的標記。

檢查螺栓自由長度時,將螺栓的頭部置于相應的槽中(長螺栓或短螺栓),使螺栓凸緣緊靠槽的底部。使用標記 L10 缸蓋螺栓的槽口。

如果螺栓的尾部接觸到測量尺的底部,則該螺栓太長,因而必須廢棄。

如果螺栓端部與工具底部之間有間隙,則該螺栓可繼續使用。

也可以用卡尺對螺栓進行檢查。最大允許的自由長度是從螺栓法蘭面的底部到螺栓端部測得的長度(尺寸 X)。
|
缸蓋螺栓自由長度 | ||||
|
mm |
in | |||
|
3045849 短進氣口螺栓 |
|
74.5 |
最大 |
2.933 |
|
3045850 長六角頭螺栓 |
|
139.5 |
最大 |
5.492 |
|
4923187 長六角頭螺栓 |
|
139.5 |
最大 |
5.492 |

使用氣門彈簧測試儀(零件號為 3375182),測量氣門彈簧處于工作長度下的載荷。
|
71.5 mm [2.814 in] 時的氣門彈簧載荷 | ||
|
n |
lbf | |
|
1252 |
最小 |
281 |
|
1584 |
最大 |
356 |
如果工作高度時的氣門彈簧負載低于最小規定值,必須更換氣門彈簧。

檢查氣門彈簧座或氣門彈簧導管有無損壞或磨損區域。廢棄損壞或磨損的零件。

檢查氣門是否損壞以及氣門鎖片槽是否磨損。
測量氣門桿的外徑。
|
氣門桿外徑(O.D.) | ||
|
mm |
in | |
|
9.580 |
最小 |
0.3772 |
|
9.633 |
最大 |
0.3793 |
如果氣門損壞或氣門桿磨損到低于最小規定值,必須更換氣門。
如果在解體步驟中未拆下氣門導管,檢查氣門導管有無碎屑或裂紋。
測量氣門導管內徑。
|
新氣門導管內徑(I.D.)(已安裝) | ||
|
mm |
in | |
|
9.670 |
最小 |
0.3807 |
|
9.695 |
最大 |
0.3817 |
如果氣門導管內徑不在給定的技術規范之內,必須更換氣門導管。
測量氣門導管高出缸蓋頂面的安裝高度。
|
氣門導管高度(已安裝) | ||
|
mm |
in | |
|
27.15 |
最小 |
1.069 |
|
27.65 |
最大 |
1.089 |

將一個新的或修復后的氣門安裝到氣門導管。讓氣門緊靠氣門座鑲圈。使用深度規(零件號為 3823495)測量缸蓋中的氣門下沉量。
|
氣門下沉量 | ||
|
mm |
in | |
|
0.76 |
最小 |
0.030 |
|
1.17 |
最大 |
0.046 |
|
最大工作下沉量 | ||
|
mm |
in | |
|
3.05 |
最大 |
0.120 |
|
同一汽缸上氣門之間最大氣門下沉量變化 | ||
|
mm |
in | |
|
0.76 |
最大 |
0.030 |

測量高出缸蓋頂面的最大氣門端部高度。
|
最大氣門端部高度 | ||
|
mm |
in | |
|
99.6 |
最大 |
3.9 |

測量缸蓋中氣門座鑲圈孔的內徑(I.D.)。
|
鑲圈孔內徑(ID) | ||
|
mm |
in | |
|
45.920 |
最小 |
1.8073 |
|
45.935 |
最大 |
1.8085 |
如果氣門座鑲圈孔內徑不符合給定的技術規范,參見此步驟內組裝步驟中的加大尺寸氣門安裝鑲圈安裝說明。

測量缸蓋中氣門導管孔的內徑(I.D.)。
|
氣門導管孔內徑(I.D.) | ||
|
mm |
in | |
|
16.480 |
最小 |
0.6488 |
|
16.500 |
最大 |
0.6496 |
如果氣門導管孔磨損超過最大規定值,可加工氣門導管孔,并安裝加大 0.51 mm [0.020 in] 的氣門導管。參考補救維修手冊,公告號為 3810310。
測量缸蓋中氣門座鑲圈孔深度。
|
鑲圈孔深度(標準鑲圈) | ||
|
mm |
in | |
|
9.40 |
最小 |
0.370 |
|
9.50 |
最大 |
0.374 |
如果氣門座鑲圈孔深度不符合給定的技術規范,參考此步驟的組裝步驟中的“缸蓋加大尺寸氣門座鑲圈安裝”。

檢查鑲圈孔有無裂紋或損壞。如果發現裂紋或損壞,可能通過加工鑲圈孔與大尺寸氣門座鑲圈配合以維修缸蓋。參考補救維修手冊,公告號為 3810310。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
使用溶劑清洗零件。用壓縮空氣吹干。

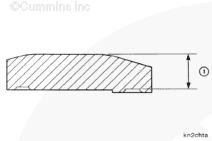
檢查搖臂接觸墊有無磨損、裂紋或損壞。墊接觸區域的磨損寬度不得超過 7 mm [0.250 in]。用壓縮空氣吹干。

測量氣門桿孔到搖臂墊表面的氣門桿孔深度(1)。
|
桿孔到墊表面 | ||
|
mm |
in | |
|
12.05 |
最小 |
0.474 |
|
12.55 |
最大 |
0.494 |
康明斯M11柴油發動機缸蓋壓力測試
|
如果還沒有拆下氣門和氣門彈簧,不要對缸蓋進行壓力測試。水進入缸蓋后不能徹底烘干,這會損壞氣門導管和氣門桿。 |
冷卻液通道,安裝零件號為 3376082 的缸蓋水壓測試裝置:安裝零件號為 33760814(1)的密封墊,安裝零件號為 3376658 的測試板(2),安裝 32 顆缸蓋螺栓和 32 顆螺母(M14 x 1.50)。擰緊螺母。扭矩值: 47 n.m [35 ft-lb]

使用六噴油器套筒夾具,零件號 ST-1179。如圖所示在每個噴油器孔中安裝螺栓(1)、平墊圈(2)、零件號為 ST–179–4 的墊板(3)以及零件號為 ST-1179–2 的心軸(4)。

擰緊六噴油器套筒夾具螺栓。扭矩值: 75 n.m [55 ft-lb]

|
該部件的重量達到或超過 23 kg [50 lb]。為減小人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。 |
將一個調壓氣源軟管連到測試固定板。施加空氣壓力。
|
Measurements | ||
|
|
kpa |
psi |
|
空氣壓力 |
276 |
40 |
用尼龍提升帶和提升設備把缸蓋吊到有盛水的箱中。將缸蓋完全浸入水中。
|
Measurements | ||
|
|
celsius |
fahrenheit |
|
水溫: |
60 |
140 |

檢查有無氣泡從水中升起。如果發現氣泡,則更換或重裝缸蓋。參考《M11 發動機大修手冊》(公告號 3666075)中的重裝步驟。
拆下測試設備。

燃油通道
使用清潔的 15W-40 機油潤滑噴油器 O 形圈。
使用新的 O 形圈,將一組噴油器安裝在缸蓋中。
有關 O 形密封圈的正確方向,參考《M11 系列(STC、CELECT™, CELECT™ Plus 型號)發動機基本部件故障判斷和排除手冊》(公告號 3666139)中的步驟 006-026。
安裝噴油器壓緊卡箍和安裝螺栓。
扭矩值: 75 n.m [55 ft-lb]

將量程為 0-160 psi 壓力表(零件號 3375275)安裝到燃油出口管接頭上。
將供氣管路安裝在燃油進口管接頭上。
向缸蓋加氣壓。
|
空氣壓力 | ||
|
kpa |
psi | |
|
550 |
最小 |
80 |
|
690 |
最大 |
100 |

關閉供氣閥,檢查燃油通道是否泄漏。記錄儀表上的空氣壓力。壓力表上的氣壓值在 15 秒內不得下降。如果空氣壓力下降,用肥皂水打濕燃油通道區域和管塞,以查找泄漏位置。

從缸蓋上拆下噴油器。

在盛有清洗液的水箱中安裝缸蓋和零件。清潔零件時,應確保遵照清潔溶劑制造商的說明書進行操作。

|
該部件的重量達到或超過 23 kg [50 lb]。為減小人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
在清洗箱中拆下缸蓋和各零件。使用燃油通道清潔刷(零件號 ST-876)和溶劑清潔燃油和機油通道。用壓縮空氣吹干。檢查燃油和機油通道以確保清潔。

康明斯M11柴油發動機缸蓋磁力探傷檢查
利用剩磁法檢查氣門有無裂紋。排氣門包含兩種金屬,必須使用線圈通電法進行檢查。在兩種金屬的焊接處,將會出現明顯的漏磁。在漏磁處,磁粉的圖案將很寬。在電流為 100-200 安培的線圈中對氣門進行磁化。

使用剩磁法 Magnaglo™ 檢查氣門。排氣門的焊接接頭處將出現很寬而細碎的圖案。如果圖案中出現清晰的線條,必須更換氣門。

進氣門僅由一種金屬制成,必須從兩個方向磁化并檢查。使用 Magnaglo™ 電磁線圈法并用剩磁法 Magnaglo™ 檢查,這與檢查排氣門的方法相同。用 500 到 700 安培的電流進行再次通電,對進氣門進行磁化。再次用剩磁法 Magnaglo™ 檢查氣門。

接受標準(排氣門和進氣門),可見裂紋是指清除懸浮磁性顆粒之后通過 3 倍放大鏡可以看到的裂紋。區域 1 上沒有長度大于 12.70 mm [0.500 in] 的磁粉圖案。磁粉圖案不得超過 5 個,相鄰磁粉圖案之間的距離不得小于 3.18 mm [0.125 in]。區域 2、3、4 和 5 上不得有任何磁粉圖案或可見圖案。清除所有磁性,清潔可接受的氣門。
從缸蓋上拆下管塞、燃油通道塞和燃油管接頭。用凹槽拉拔器拆下膨脹塞。

磁化跨接壓板,并用剩磁法 Magnaglo™ 進行檢查。如果形成亮線,則表明有裂紋。氣門桿孔區域是發生裂紋的主要位置。如果發現裂紋,必須更換跨接壓板。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
清除所有磁性。使用溶劑清洗跨接壓板。用壓縮空氣吹干。

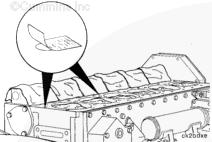
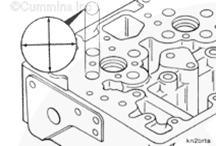
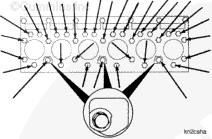
使用磁力探傷儀(零件號為 ST-1166)檢查燃燒表面、氣門口和噴油器孔周圍區域是否有裂紋。如圖所示,將磁頭放在燃燒表面上,檢查缸蓋上有無橫向裂紋。

|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
向磁粉噴灑管中裝入 1/3 容量的金屬粉末。將金屬粉末輕輕噴灑在燃燒表面上。用壓縮空氣清除多余的金屬粉末。空氣壓力:276 kPa [40 psi],如果有裂紋,金屬粉末將保留在裂紋位置,并顯示為一條白線。

檢查缸蓋燃燒表面有無裂紋。如果噴油器孔周圍的任何裂紋長度大于 7 mm [0.250 in],必須更換缸蓋。

氣門之間的裂紋兩端必須可見。如果裂紋一端已延伸至氣門座后的氣門座鑲圈孔,則缸蓋可能有問題。確保缸蓋狀態良好,拆卸氣門座鑲圈。參見此步驟中的“拆卸”步驟。

如圖所示,將磁頭放在燃燒表面上,檢查缸蓋上有無縱向裂紋。重復上述步驟。

|
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
有些溶劑易燃并且具有毒性。使用之前,應閱讀制造商的說明書。 |
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
清除所有磁性,并使用溶劑清洗缸蓋。用壓縮空氣吹干。使用磁力探傷儀后,必須徹底清洗缸蓋,以清除所有鐵粉。

康明斯M11柴油發動機缸蓋組裝
將氣門座鑲圈工具(零件號 ST-275)的底座和轉盤安裝在缸蓋上,以引導氣門座沖頭。安裝氣門導管心軸(零件號 ST-804-1)。
安裝時鑲圈倒角 (1) 必須朝向沉孔底部。使用氣門座裝卸器(零件號 3376105)將進氣門座鑲圈裝入沉孔中。確保鑲圈座入沉孔底部。

用氣門座研磨機(零件號 ST-685)和氣門導管心軸組(零件號 804)研磨新的氣門座鑲圈。參考《M11 系列發動機大修手冊》(公告號 3666075),研磨氣門座。

使用氣門導管裝卸器(1)(零件號 3823947)安裝新氣門導管。
測量氣門導管高出缸蓋頂面的安裝高度。參考本步驟中的“清潔和檢查以便繼續使用”了解技術規范。
測量氣門導管內徑(I.D.)。參考本步驟中的“清潔和檢查以便繼續使用”了解技術規范。如果氣門導管內徑不在給定的技術規范之內,必須更換氣門導管。

使用植物油潤滑噴油器套筒 O 形圈。將 O 形圈(1)安裝到噴油器套筒槽中。

使用噴油器套筒改錐(零件號 ST-1227)將噴油器套筒安裝到缸蓋上。拆下套筒改錐。將噴油器套筒固定工具(零件號 ST-1179)安裝在噴油器套筒中。扭矩值: 50 n.m [38 ft-lb]

安裝噴油器套筒改錐。用木錘擊敲擊沖頭,使套筒坐入孔中。拆下裝卸器,然后再次擰緊噴油器套筒夾具螺栓。扭矩值: 50 n.m [38 ft-lb]

使用噴油器套筒擴張器(零件號 ST-880)擴張噴油器套筒上部。
調整擴張器滾輪邊緣(1)和套管(2)間的間隙至規定值。
|
Measurements | ||
|
|
mm |
in |
|
間隙 |
27 |
1-1/16 |

將擴張器安裝到噴油器套筒中,用 1/2-in 的套筒和英寸 - 磅扭矩扳手旋轉心軸。扭矩值: 9 n.m [75 in-lb]從噴油器套筒上拆下擴張器和夾具。

使用導桿(零件號 ST-379-2)、固定架(零件號 ST-884-1)和噴油器座刀具(零件號 ST-844-3)切割噴油器座。將噴油器套筒刀具和缸蓋安裝到鉆床上。用切削油潤滑刀頭。小心加工噴油器套筒,直至密封區域平滑為止。從噴油器套筒孔和燃油通道中清除金屬顆粒。

|
用缸蓋夾具(零件號 ST-583)支撐缸蓋,以免損壞突出燃燒室表面的噴油器端部。 |
不用 O 形圈,將噴油器安裝到缸蓋中。扭矩值: 75 n.m [55 ft-lb]

擰開缸蓋,用深度規(零件號 3823495)測量噴油器端部突出量。
|
噴油器端部突出量(新型噴油器套筒) | ||
|
mm |
in | |
|
2.28 |
最小 |
0.090 |
|
2.54 |
最大 |
0.100 |

拆下噴油器,并在噴油器底座區的外徑上涂發藍化合物。不用 O 形圈,將噴油器安裝到缸蓋中。扭矩值: 75 n.m [55 ft-lb]

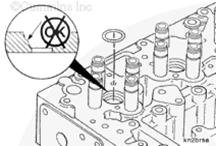
噴油器座合區域 (1) 的發藍圖案必須離缸蓋表面約 13 mm [0.50 in]。噴油器孔座的寬度 (2) 最小必須為 1.52 mm [0.060 in]。安裝新的噴油器套筒后,檢查缸蓋是否泄漏。參見此步驟中的“缸蓋- - 繼續使用時的壓力測試”。
在管塞螺紋上涂抹一層碗形塞密封膠(零件號 3375068)。安裝管塞。
注: 管塞 (1) 位于缸蓋的前部,必須安裝在缸蓋表面以下。
扭矩值: 10 n.m [8 ft-lb]

在膨脹塞外徑涂一層碗形塞密封膠,零件號為 3375068。使用零件號為 3823372、3376058 和 3376816 的膨脹塞裝卸器將膨脹塞安裝到缸蓋中。采用合適的膨脹塞裝卸器會使膨脹塞裝入缸蓋內正確的深度。

|
不要用力過大,否則會損壞密封件。 |
使用氣門密封件起子(零件號 3823946)將氣門密封件安裝到氣門導管上。將密封件置于工具軸上。將心軸插入導管上部,用塑料錘輕敲此工具,使密封件底部座入氣門導管加工的臺階上。

使用清潔的 80W 或更高級的帶 EP 添加劑的齒輪潤滑油潤滑氣門桿。將氣門裝入氣門導管中。安裝氣門之后,將缸蓋放到不會損害缸蓋表面的平面上。

安裝氣門彈簧耐磨板。安裝氣門彈簧。安裝氣門彈簧座。

使用氣門彈簧壓縮器(零件號 ST-448)、壓縮器螺紋適配器(零件號 3376850)和壓縮器適配器(零件號 3376851)壓縮氣門彈簧。重裝缸蓋時必須始終使用新鎖片。安裝新氣門彈簧座鎖片。
用真空測試儀(零件號 ST-1257)和真空杯(零件號 3376100)對氣門座進行真空測試。參考此步驟內的缸蓋 - 真空測試氣門座。
康明斯M11柴油發動機缸蓋安裝
新型及 Recon® 缸蓋上的所有燃油進口通道中都安裝了塑料鑲圈。燃油進口通道是較低一排的油道。

取決于是否選裝燃油管路,必須拆下一個燃油進口通道鑲圈,以便燃油流到噴油器。如果沒有拆下鑲圈,發動機將不能起動。
拆下管塞,并用削尖的物體從孔中起出鑲圈。

用兩只搖臂支架安裝螺栓和兩只長的搖臂室蓋安裝螺栓安裝零件號為 3822476 缸蓋吊耳。擰緊螺栓。扭矩值: 47 n.m [35 ft-lb]

|
該部件的重量達到或超過 23 kg [50 lb]。為減小人身傷害的可能性,請使用提升設備或在他人的幫助下提升此部件。 |
|
不要將缸蓋落在缸蓋密封墊上。會損壞密封材料。 |
使用新的密封墊并安裝缸蓋。在缸蓋螺栓的螺紋上和法蘭底部涂一薄層清潔的 15W-40 機油。讓螺栓螺紋中多余的機油流出。

拆下缸蓋吊耳(零件號 3822479)。

將裝著新密封墊圈的 7 個六角凸緣頭螺栓安裝到發動機的燃油泵側。

安裝 32 個缸蓋螺栓。確保將 3 個短螺栓裝入進氣端口內。
在將所有新舊 32 顆螺栓按步驟 2 擰緊后,必須再擰 180 度。在缸蓋上做一個標記,供以后參考。轉動螺栓,直到缸蓋上的標記超過兩扣,但少于三扣。使用扭矩加角度法時,轉動 180 度角的公差是兩到三扣。如果不小心將螺栓旋轉超出三扣,不要松開螺栓。緊固載荷仍然是可接受的。然而,旋轉螺栓超過 3 扣會減少可能繼續使用的次數。
注: 該緊固步驟既適用于舊型螺栓,也適用于新型螺栓。

按圖示次序將螺栓擰緊到規定值:
|
|
步驟 2 |
68 n.m [50 ft-lb] |
|
|
步驟 4 |
136 n.m [100 ft-lb] |
|
|
步驟 6 |
擰緊 180 度 |
注: 轉動至少兩扣,但不要超過三扣。

按圖示順序擰緊缸蓋燃油泵側的 7 個螺栓。扭矩值: 68 n.m [50 ft-lb]

康明斯M11柴油發動機缸蓋最后步驟
|
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。 |
|
不要從熱發動機上打開散熱器壓力蓋。等冷卻液溫度降至 50 ° C [120 ° F] 以下后才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。 |
安裝所有需要的支架和卡箍。
安裝風扇和風扇輪轂。參考步驟 008-036。
將燃油管和空氣壓縮機管連接到缸蓋上。
安裝排氣歧管。參考步驟 011-007。
安裝搖臂室蓋。參考步驟 003-013。
安裝噴油器。參考步驟 006-026。
安裝跨接壓板。組裝發動機時必須將每塊跨接壓板安裝在先前拆卸的位置。
拆卸時標記每個跨接壓板所在缸號和位置。
安裝搖臂總成。參考步驟 003-009。
安裝推管和推桿。參考步驟004-014。
安裝內部發動機導線線束。參考步驟 019-063。
將 Deutsch 2-針接頭連接到噴油器的內部發動機導線線束上。參考步驟 019-063。
安裝發動機制動器(如果適用)。參考步驟 020-001。
安裝搖臂室蓋。參考步驟 003-011。
安裝來自進氣歧管和渦輪增壓器的空氣管。
帶STC
|
冷卻液有毒。避免兒童與寵物接觸冷卻液。如果不再繼續使用,應按照當地環保法規進行處理。 |
|
不要從熱發動機上打開散熱器壓力蓋。等冷卻液溫度降至 50 ° C [120 ° F] 以下后才能拆下壓力蓋。否則高溫冷卻液或蒸汽噴出可能會造成人身傷害。 |
安裝 STC 機油歧管。
將彎頭安裝到搖臂室殼體。
安裝搖臂室殼體內側的三顆 STC 機油歧管固定螺栓。
將 STC 控制閥與 STC 機油歧管接頭之間的機油供應管安裝到搖臂室殼體側。參考步驟 006-037。
安裝所有需要的支架和卡箍。
安裝風扇和風扇輪轂。參考步驟 008-036。
將燃油管和空氣壓縮機管連接到缸蓋上。
安裝排氣歧管。參考步驟 011-007。
安裝渦輪增壓器。參考步驟 010-033。
安裝搖臂室蓋。參考步驟 003-013。
安裝噴油器。參考步驟 006-026。
安裝跨接壓板。組裝發動機時必須將每塊跨接壓板安裝在先前拆卸的位置。
安裝搖臂總成。參考步驟 003-009。
安裝推管和推桿。參考步驟004-014。
安裝推管和推桿。參考步驟004-014。
安裝發動機制動器(如果適用)。參考步驟020-001。
安裝搖臂室蓋。參考步驟 003-011。
安裝來自進氣歧管和渦輪增壓器的空氣管。
拆卸時標記每個跨接壓板所在缸號和位置。
